|
Messung1:
Gemessen wird eine Position der
Z-Achse an Turm 1 auf niedriger Höhe. Siehe Abb.1.

Abbildung 1: Messuhr an Turm 1
Während der Messung wurden die
Wartezeiten zwischen Positionierung und Datenerfassung als zu gering
eingeschätzt. Diese Messung wird daher nicht weiter ausgewertet.
Es tritt ein interessanter Effekt auf:
Während der ersten Messungen ändert sich der Messwert relativ stark.
Nach einigen Messungen wird jedoch ein stabiler Wert erreicht. Siehe
Abb.2.
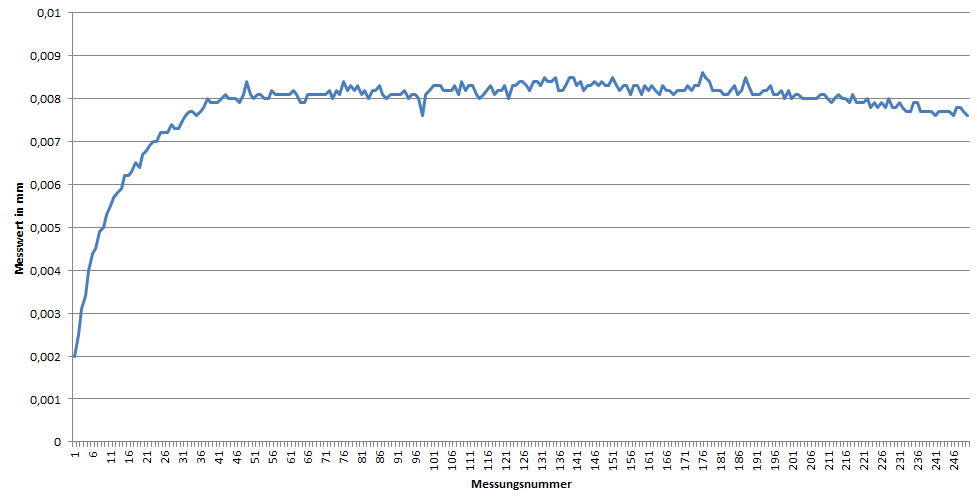
Abbildung 2: Messung1 Chronologisch
Der Effekt könnte durch einen
Absetzvorgang beim widerholten Anfahren derselben Position erklärbar
sein. Da die Abweichung jedoch unter 0,01mm liegt ist keine
merkliche Auswirkung auf das Druckverhalten zu erwarten.
Der Effekt tritt bei allen folgenden
Messungen auf, wodurch die Messergebnisse nicht normalverteilt sind.
Messung2:
Gemessen wird erneut eine Position der
Z-Achse an Turm 1 auf niedriger Höhe.
Zur Auswertung wird eine Excel-Vorlage
der Webseite Sixsigmablackbelt.de verwendet.
Der Sollwert ist 0mm, da dieselbe
Position wieder erreicht werden soll. Oberer und unterer Grenzwert
werden mit 0,05mm und -0,05mm gewählt.
|
Artikel:
|
Messung2
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Position
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
0,0048
|
|
Standardabweich.
s
ges.)
|
0,0003
|
|
Die
Werte sind
|
#ZAHL!
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
52,68
|
|
Cpo
(Ppo)
|
43,43
|
|
Cp
(Pp)
|
48,05
|
|
Cpk
(Ppk)
|
43,43
|
|
Bewertung Cpk (Ppk) =>
|
Prozess fähig
|
|
|
|
|
|
Median
|
0,0049
|
|
Spannweite
|
0,0030
|
|
Minimum
|
0,0026
|
|
Maximum
|
0,0056
|
Messung3:
Gemessen wird eine Position der
Z-Achse an Turm 2 auf niedriger Höhe.
|
Artikel:
|
Messung3
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Position
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
-0,0069
|
|
Standardabweich.
s
ges.)
|
0,0018
|
|
Die
Werte sind
|
nicht normalverteilt
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
7,92
|
|
Cpo
(Ppo)
|
10,45
|
|
Cp
(Pp)
|
9,19
|
|
Cpk
(Ppk)
|
7,92
|
|
Bewertung Cpk (Ppk) =>
|
Prozess fähig
|
|
|
|
|
|
Median
|
-0,0075
|
|
Spannweite
|
0,0077
|
|
Minimum
|
-0,0089
|
|
Maximum
|
-0,0012
|
Messung4:
Gemessen wird eine Position der
Z-Achse an Turm 3 auf niedriger Höhe.
|
Artikel:
|
Messung4
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Position
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
0,0036
|
|
Standardabweich.
s
ges.)
|
0,0014
|
|
Die
Werte sind
|
nicht normalverteilt
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
12,34
|
|
Cpo
(Ppo)
|
10,69
|
|
Cp
(Pp)
|
11,51
|
|
Cpk
(Ppk)
|
10,69
|
|
Bewertung Cpk (Ppk) =>
|
Prozess fähig
|
|
|
|
|
|
Median
|
0,0031
|
|
Spannweite
|
0,0075
|
|
Minimum
|
0,0002
|
|
Maximum
|
0,0077
|
Messung5:
Gemessen wird eine Position der
Y-Achse nahe an Turm 3. Die Messuhr berührt den Düsenträger. Siehe
Abb.3.
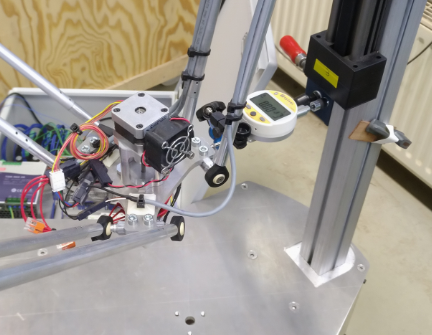
Abbildung 3: Messung an Düsenträger
|
Artikel:
|
Messung5
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Position
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
0,0046
|
|
Standardabweich.
s
ges.)
|
0,0062
|
|
Die
Werte sind
|
nicht normalverteilt
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
2,95
|
|
Cpo
(Ppo)
|
2,45
|
|
Cp
(Pp)
|
2,70
|
|
Cpk
(Ppk)
|
2,45
|
|
Bewertung Cpk (Ppk) =>
|
Prozess fähig
|
|
|
|
|
|
Median
|
0,0052
|
|
Spannweite
|
0,0265
|
|
Minimum
|
-0,0146
|
|
Maximum
|
0,0119
|
Messung6:
Wie Messung5, jedoch wird an beiden
Enden einer Strecke von 10mm gemessen und die Abweichung zur Strecke
von 10mm berechnet und ausgewertet.
|
Artikel:
|
Messung6
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Streckenabweichung (10mm)
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
0,1463
|
|
Standardabweich.
s
ges.)
|
0,0048
|
|
Die
Werte sind
|
nicht normalverteilt
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
13,67
|
|
Cpo
(Ppo)
|
-6,70
|
|
Cp
(Pp)
|
3,48
|
|
Cpk
(Ppk)
|
-6,70
|
|
Bewertung Cpk (Ppk) =>
|
Prozess nicht fähig
|
|
|
|
|
|
Median
|
0,1471
|
|
Spannweite
|
0,0283
|
|
Minimum
|
0,1286
|
|
Maximum
|
0,1569
|
Die tatsächlich verfahrene Strecke
ist systematisch ca. 0,15mm zu kurz. Mögliche Gründe könnten Spiel
im System oder geringe Fehler bei der Positionsberechnung sein.
Aufgrund der geringen Messstrecke der Messuhr kann nicht untersucht
werden, ob der Fehler mit größerem Verfahrweg ansteigt.
Messung7:
Gemessen wird eine Position der
Y-Achse nahe an Turm 3. Die Messuhr berührt das Heizelement und
befindet sich so näher an der tatsächlichen Düsenposition. Siehe
Abb.4.
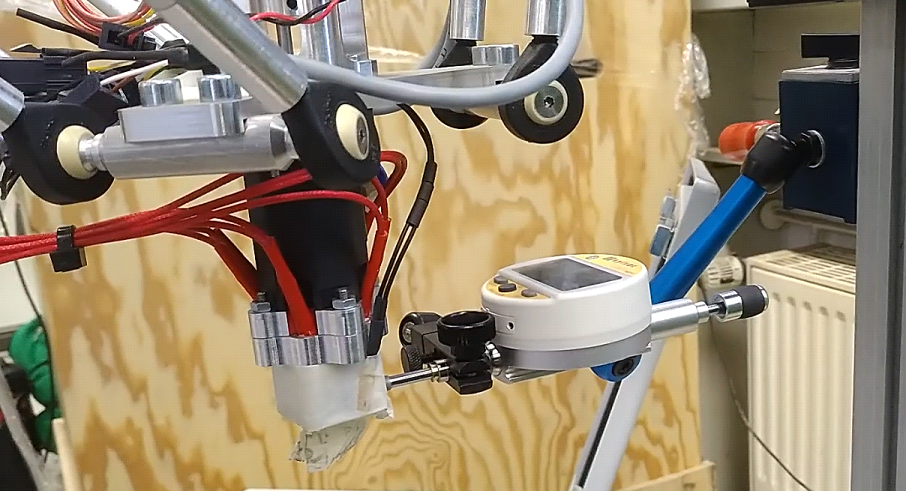
Abbildung 4: Messung an Heizelement
|
Artikel:
|
Messung7
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Position
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
0,0045
|
|
Standardabweich.
s
ges.)
|
0,0019
|
|
Die
Werte sind
|
nicht normalverteilt
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
9,56
|
|
Cpo
(Ppo)
|
7,98
|
|
Cp
(Pp)
|
8,77
|
|
Cpk
(Ppk)
|
7,98
|
|
Bewertung Cpk (Ppk) =>
|
Prozess fähig
|
|
|
|
|
|
Median
|
0,0047
|
|
Spannweite
|
0,0152
|
|
Minimum
|
-0,0007
|
|
Maximum
|
0,0145
|
Messung8:
Wie Messung7, jedoch wird an beiden
Enden einer Strecke von 20mm gemessen und die Abweichung zur Strecke
von 20mm berechnet und ausgewertet.
|
Artikel:
|
Messung8
|
|
A-Nummer
|
keine
|
|
Zeichnung:
|
keine
|
|
Prüfer:
|
Hasenfus
|
|
Messmittel:
|
Sylvac S_Dial nano
|
|
Datum:
|
17.04.2019
|
|
Merkmal:
|
Streckenabweichung (20mm)
|
|
Maßeinheit:
|
mm
|
|
Sollwert soll
=
|
0,0000
|
|
Unterer Grenzwert UGW =
|
-0,0500
|
|
Oberer Grenzwert OGW =
|
0,0500
|
|
Anzahl Klassen Histogramm =
|
20
|
|
Cpk
(Ppk)
>
|
1,33
|
Prozess nicht fähig
|
|
Cpk
(Ppk)
|
zwischen
|
Prozess bedingt fähig
|
|
Cpk
(Ppk)
<
|
1,66
|
Prozess fähig
|
|
|
|
|
|
Umfang der Stichprobe
|
250
|
|
Mittelwert
|
-0,1241
|
|
Standardabweich.
s
ges.)
|
0,0013
|
|
Die
Werte sind
|
normalverteilt
|
|
|
|
|
|
Fähigkeits- kennwerte (angelehnt an VDA Band 4 und DGQ)
|
Cpu
(Ppu)
|
-18,75
|
|
Cpo
(Ppo)
|
44,07
|
|
Cp
(Pp)
|
12,66
|
|
Cpk
(Ppk)
|
-18,75
|
|
Bewertung Cpk (Ppk) =>
|
Prozess nicht fähig
|
|
|
|
|
|
Median
|
-0,1241
|
|
Spannweite
|
0,0081
|
|
Minimum
|
-0,1279
|
|
Maximum
|
-0,1198
|
Die tatsächlich verfahrene Strecke
ist systematisch ca. 0,12mm zu lang. Der Fehler bewegt sich somit im
gleichen Bereich wie bei Messung6, jedoch vorzeichenverändert. Dies
könnte auf Spiel im System hindeuten, welches bei den übrigen
Messungen aufgrund des widerholten Anfahrens von einer Seite nicht
sichtbar ist.
Fazit:
Die Präzision des Systems ist trotz
des in Messung1 beschriebenen Absetzvorgangs mehr als ausreichend
für den Verwendungszweck.
In den Messungen 6 und 8 zeigt sich,
dass die Richtigkeit jedoch nicht optimal ist. Mit dem vorhandenen
Messmittel kann nicht geklärt werden worin genau die Ursache für die
Abweichung vom Sollwert liegt. Jedoch lässt sich argumentieren, dass
der Fehler von unter 0,2mm bei einer Extrusionsbreite von 1,4mm und
nach der Schwindung der Keramik nur geringen Einfluss auf das
Druckergebnis hat.
Interessant wäre eine Messung über
eine Druckkopfbewegung von 100mm um zu überprüfen, ob der Fehler
proportional zur Distanz ist. Ein Messsystem mit einer Auflösung von
0,01mm sollte für diesen Zweck genügen.
|