X-Achse
Für die X-Achse wurde eine
neue Motorhalterung für NEMA23-Motoren entworfen, die die alte
Motoraufnahme direkt ersetzt. Die vorhandene Motorkupplung wurde an
den neuen Motor angepasst. Es waren somit keine weiteren Teile
nötig, abgesehen von einer 3D-gedruckten Halterung für den bis Dato
noch nicht verbauten Endschalter.
Die Achse wurde zudem bei der
Montage ausgerichtet und es wurden neue Schrauben beschafft, sodass
die Achse an allen vorgesehenen Befestigungspunkten festgeschraubt
werden konnte.
Y-Achse
Für die
Y-Achse wurde eine neue Halterung konstruiert, um den neuen
NEMA23-Motor aufzunehmen. Diese wurde so ausgelegt, dass die
vorhandenen gelagerten Halterungen für die Riemenscheiben und die
Y-Schlitten weiterverwendet werden konnten.
Auch die Wellen der
Y-Achse wurden neu konstruiert und auf die höheren Drehmomente des
größeren Motors angepasst. Durch einen Kommunikationsfehler wurden
diese jedoch aus Aluminium und nicht wie gewünscht aus Stahl
gefertigt. Im Praxistest zeigte dies bis auf eine leichte
Durchbiegung keine negativen Auswirkungen.
Als Kupplung zwischen
Motor und Welle wurden zunächst aufgebohrte Faltenbalgkupplungen für
NEMA17-Motoren getestet, welche sich jedoch nicht als tauglich
erwiesen. Diese wurden durch ensprechende Klauenkupplungen für
NEMA23-Motoren der Firma IGUS ersetzt.
Z-Achse
Die grundlegende Konstruktion der Z-Achse wurde
übernommen. Das Gantry wird über vier an den Ecken angeordneten
Spindeln verfahren. Die Spindeln sind hängend ausgeführt. Die
rotatorische Bewegung der Spindel wird durch eine Gleitlager
Spindelmutter in eine rotatorische gewandelt. Durch dieses Konzept
ist eine Biegung in den Spindeln unwahrscheinlich, jedoch kann es
durch die Gleitlager zu Vibrationen kommen.
Je zwei Spindeln sind
mit einem Rundriemen verbunden, der von einem Nema 23 Motor
angetrieben wird. Der größere Nema 23 Motor hat ggü. Einem Nema 17
mehr Halte- und Drehmoment und ist somit eher dafür geeignet, das
schwere Gantry zu heben.
Die Riemen müssen gespannt werden. Ein
Normteil war hierfür leider nicht verwendbar.
Die Konstruktion
führt den Riemen durch zwei Umlenkungen in einer S-Kurve. Die
eine Rolle ist an einer beweglichen Welle befestigt, die über zwei
Gewindestangen gespannt werden kann. Die Zweite ist als Zahnwelle
ausgeführt und an den Schrittmotor angeflanscht. Um das Moment
kleinzuhalten ist die Zahnwelle schlankgehalten. Der Aufbau wird für
beide Riemen verwendet.
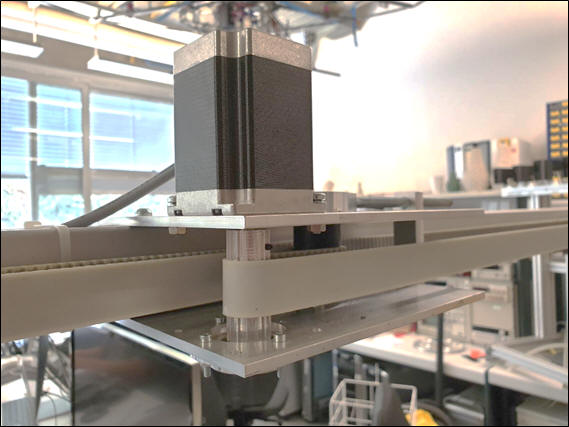
Abb.:
Riemenspanner Z-Achse
Extruder
Um leichter den Nachweis führen zu können, dass
der Drucker zuverlässig funktioniert, wurde die Fehlerquelle
Keramikextrusion eliminiert. Das gewählte Extruder-Hotend Setup
wurde so am Schlitten montiert, dass das Hotend und der
Bedleveling-Sensor signifikant unter der X-Achsenführung sich
bewegen. Das hat den Vorteil, dass das Druckbett tiefer verbaut
werden kann, allerdings besteht die Gefahr, dass durch eine
Unachtsamkeit die Heatbreak und der Bedlevelingsensor beschädigt
werden. Dafür wurde ein Schutz konstruiert, der dies verhindern
soll.
Bedleveling
Bedleveling kann Unebenheiten und
Schrägstellung der Druckbettoberfläche ausgleichen. Dafür werden an
diversen Punkten auf dem Bett Messungen vorgenommen. Und die
relative Z-Höhe bestimmt.
Zum Ermitteln der Punkte wird in
Werkzeugnähe ein Sensor angebracht. Die Sensoren liefern ein
digitales Signal, wenn der Sensor eine gewisse Distanz zum Bett
erreicht. Es stehen verschiedene Messprinzipien zur Verfügung:
·
Induktiv
·
Kapazitiv
·
Hall
·
Mechanisch
Der BL-Touch verfügt über einen Tastfinger
der über einen Elektromagnet ein und ausgefahren wird. Der Finger
wird auf dem Bett aufgesetzt und der Sensor mit dem Werkzeug
verfahren. Dabei wird der Stift in den Hallsensor eingefahren,
welcher dann bei einer Schwelle auslöst. Nach dem Auslösen wird der
Stift wieder eingefahren und ist so während des Fertigungsprozesses
aus dem Weg.
Der BL-Touch wurde gewählt, da er
oberflächenunabhängig funktioniert, an anderen Druckern der
Hochschule schon eine hohe Zuverlässigkeit gezeigt hat und
platzsparend montiert werden kann.
Kabelführung
Um die Vielzahl an Kabeln sicher zu den bewegten Aktoren und Sensoren
zu verlegen wurden Kabelketten verbaut. X- und Y-Richtung verfügen
über eigene Kabelketten, anstatt eine Selbstragende von einem festen
Punkt zum Werkzeug. Grund dafür ist die zu lange freitragende
Distanz, die die Kabelketten zu überbrücken hätte und der X-Motor
der in Y-Richtung mitverfahren wird und dessen Kabel auch geführt
werden muss.
Damit der Extruder schnell gewechselt werden
kann, ist auf dem Schlitten der X-Achse eine Adapterplatine verbaut.
So müssen für einen neuen Extruder keine neuen Kabel verlegt werden.
Alle hinter der Adapterplatte verbauten Kabel sind mit Molexsteckern
ausgeführt.
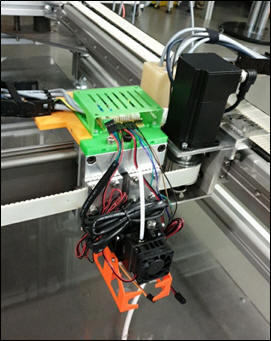
Abb.: X-Schlitten mit Adapterplatine
|