|
|
HIT Labor 3D Druck - Heizung |
Sommersemester 2018 Tobias Jagiella Leon Hellstern |
|
|
HIT Labor 3D Druck - Heizung |
Sommersemester 2018 Tobias Jagiella Leon Hellstern |
|
|||
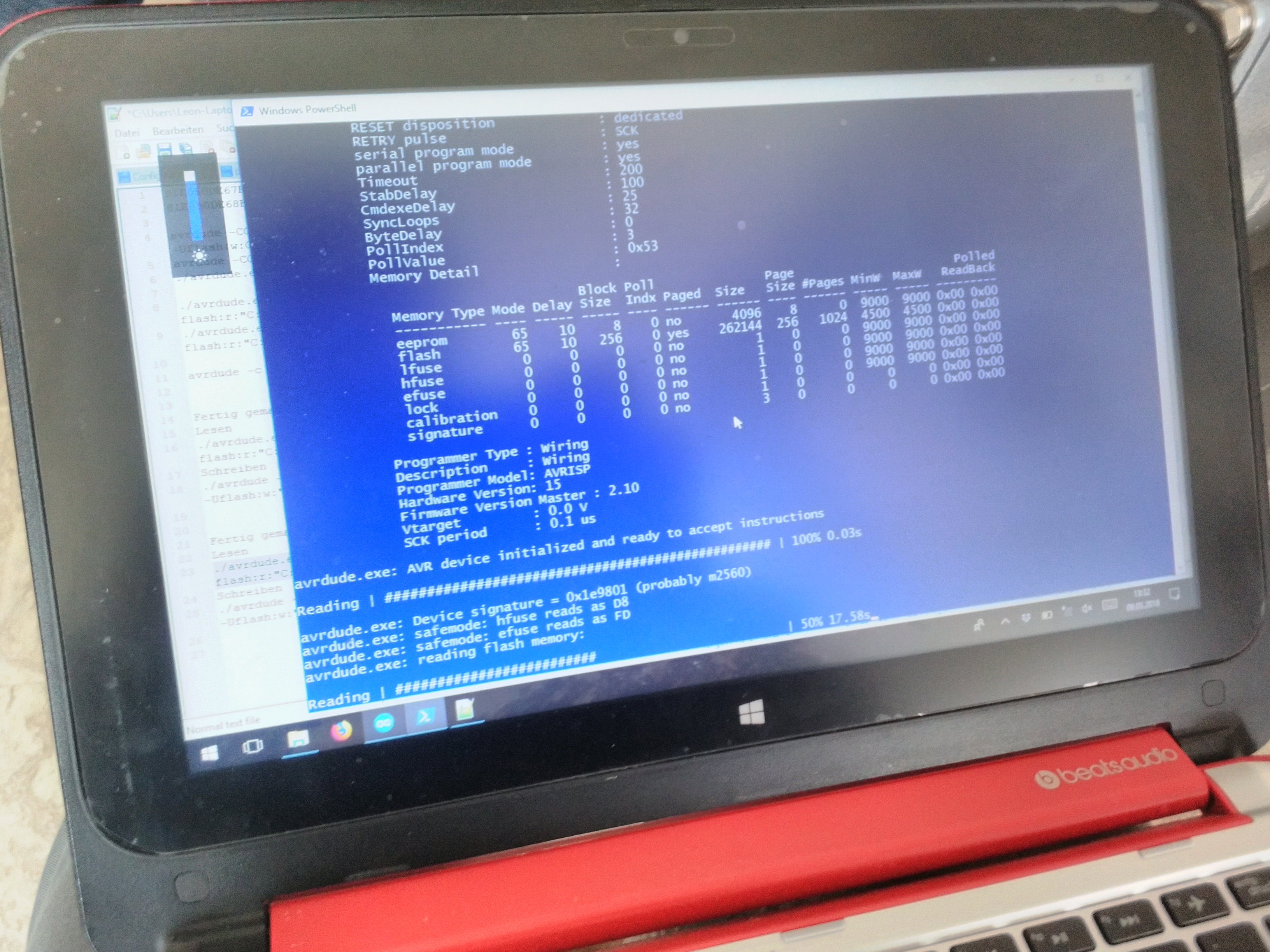
| Um herauszufinden, welche die beste Lösungsalternative zur Integration der beheizbaren Düse in den 3D-Drucker ist, wurden folgende Vorüberlegungen und Tests durchgeführt: Hard- und Software -Wie kann man den aktuellen Firmwarestand des Druckers sichern? Der Drucker wird von einem Arduino Mega gesteuert. Von diesem kann der Flashspeicher ausgelesen, extern gespeichert und im Bedarfsfall auf den Steuerungs-Arduino oder ein beliebiges kompatibles Modell geflashed werden. -Wie kann die beheizbare Düse am Drucker so anschließen, dass weder ein Eingriff in die Hard- noch in die Software nötig ist?
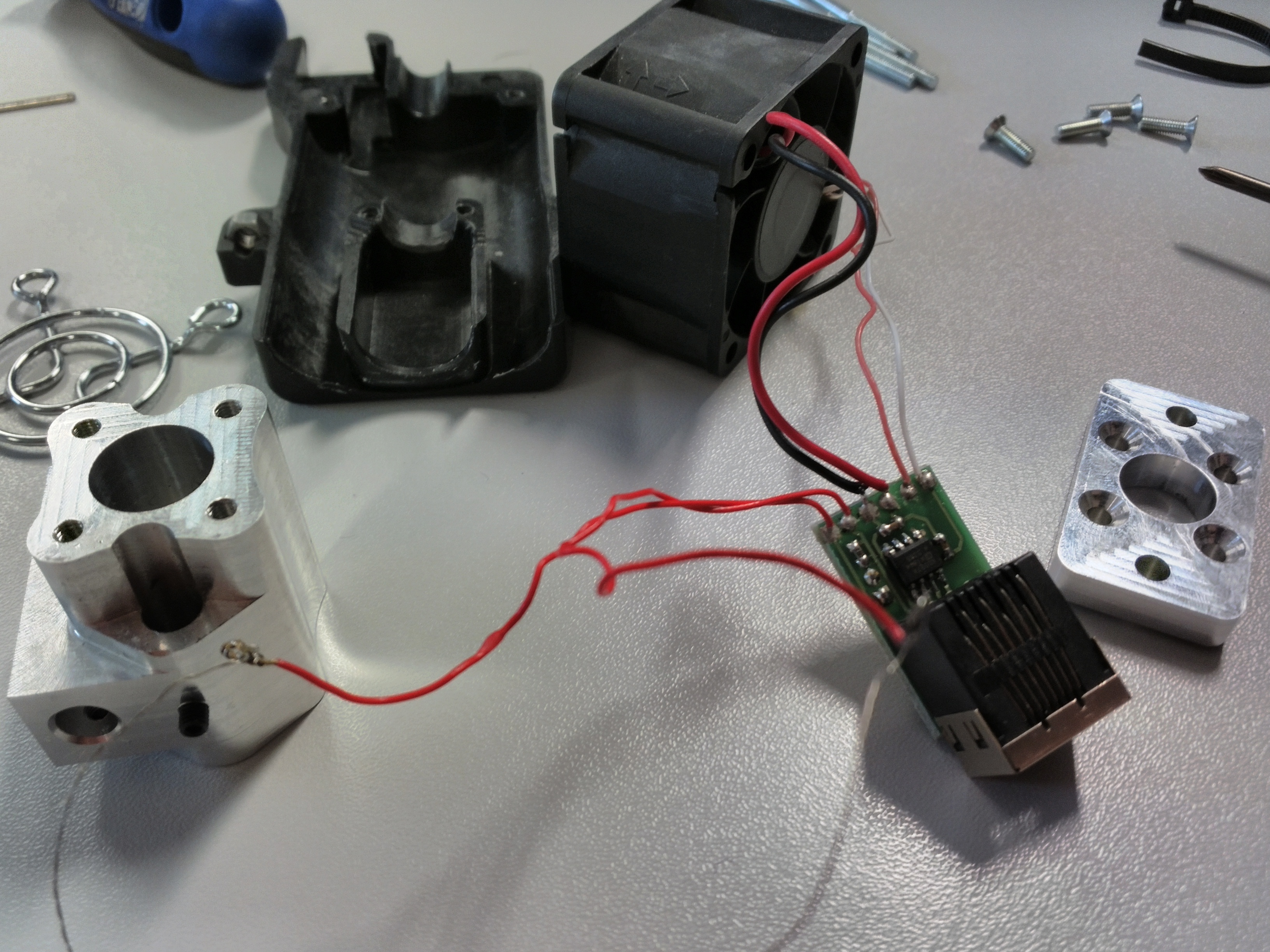
Der Filament-Extruder wurde über einen RJ-45-Stecker mit dem Drucker verbunden und besitzt ein Typ-K-Thermoelement mit externer Verstärkerschaltung zur Temperaturmessung. Somit ist es notwendig, denselben Stecker und den gleichen Temperatursensor zu verwenden, um nicht in die Hard-/Software des Druckers eingreifen zu müssen. -Gibt es eine Möglichkeit, die beheizbare Düse so in das System zu integrieren, dass man deren Temperatur (wie vom Filamentdruck bekannt) direkt in der Slicing-Software festlegen kann, ohne eine neue Firmware auf den Drucker aufzuspielen? Da der Drucker ab Werk zwei Betriebsmodi (Filament und Clay) hat, die über das Bedienfeld am Drucker umschalbar sind, ist ein Wechsel zwischen einem Modus mit beheizter Düse (Filament) und ohne beheizte Düse (Clay) ohne Aufspielen einer neuen Firmware prinzipiell möglich. Druckparameter Um besser einschätzen zu können, welches Verfahren zur Trocknung während des Drucks geeignet ist, haben wir uns hierüber mit Fabian Schmid ausgetauscht, der den 3D-Drucker in der Majolika entwickelt. Zusammenfassend lässt sich sagen, dass das Druckobjekt so langsame und schonen wie möglich getrocknet werden soll, und dass die benötigten Temperaturen zur Vortrocknung mit ca. 25-60°C im (für 3D-Druck) sehr niedrigen Bereich liegen. Die schonende Trocknung steht im Widerspruch zur Anforderung, dem Material möglichst schnell Feuchtigkeit zu entziehen, um somit für ein solideres Objekt zu sorgen. Die erforderlichen Parameter werden später experimentell ermittelt. Nachdem wir diese Erkenntnisse gesammelt hatten, haben wir ein Konzept zur Integration der beheizbaren Düse in den Drucker erstellt: Heizelemente Im Filament-Druckkopf war ein Heizdraht verbaut. Dieser wurde vermessen und eine Leistung von 40W bei 12V bestimmt. Die vorhandenen Heizelemente sind zwei 12V/40W –Kartuschen, diese wurden in Serie geschaltet und somit eine Heizleistung von 2*10W erreicht. Hiermit lässt sich die Düse im Betrieb (zusätzliche Kühlung durch Materialfluss) auf 70°C stabil halten. Thermoelement & Verstärker Im Filamentkopf ist ein Typ-K-Thermoelement verbaut. Dies konnte bestimmt werden, da sich auf dem RJ-45-Stecker des Filamentkopfes eine Verstärkerschltung befindet, welche nur für diese Thermoelemente verwendet wird. Das vorhandene Thermoelement wurde mit verlängerten Kabeln wieder an der Verstärkerschaltung des Steckers angeschlossen und mit wärmeleitendem Epoxid-Klebstoff an der Düse befestigt. Somit kann die neue Heizdüse ohne Änderungen der Hard- oder Firmware am Drucker betrieben werden. RJ-45-Stecker Um nicht in die Hardware des Druckers einzugreifen, wurde der vorhandene RJ-45-Stecker weiterverwendet. Um eine Zugentlastung des Kabels zu gewährleisten, sowie um den Stecker und die Verstärkerschaltung zu schützen, wurde ein Gehäuse designed und 3D-gedruckt. Auf der Leiterplatte des Steckers ist zudem eine LED angebracht, für welche eine Lücke im Gehäuse gelassen wurde. Somit ist für den Bediener immer sichtbar, ob die beheizte Düse in Betrieb ist.
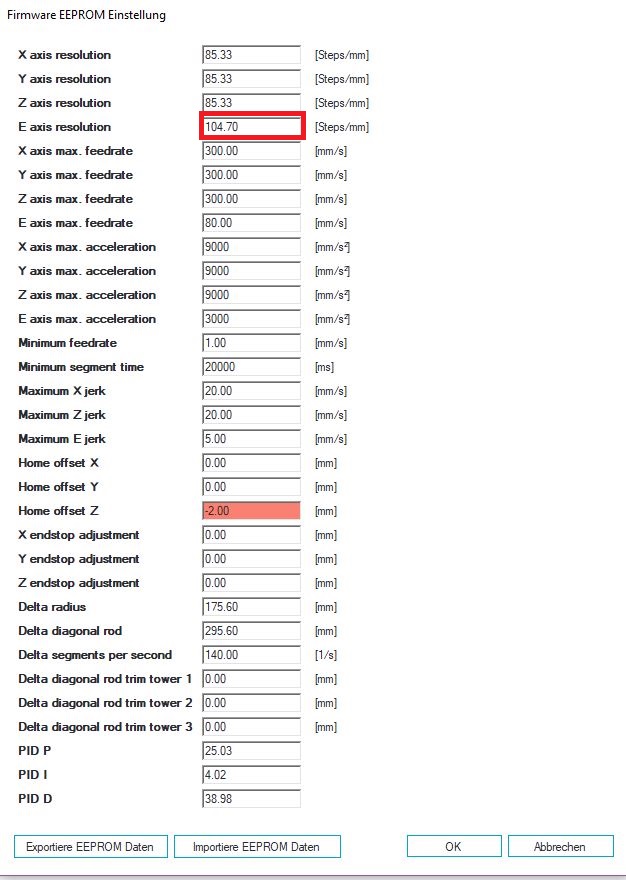
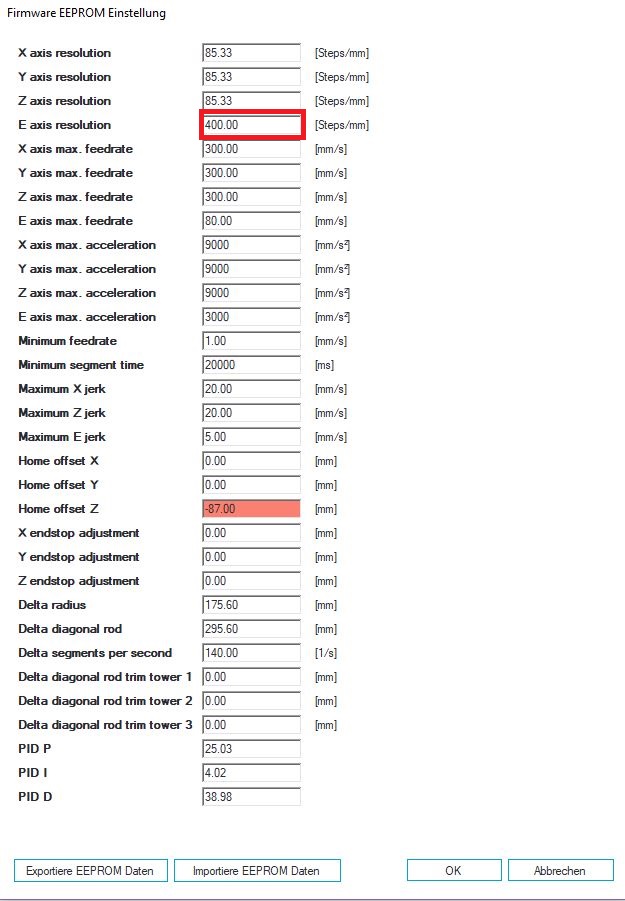
EEPROM Drucker Der WASP-3D-Drucker hat ab Werk zwei Betriebsmodi: -Clay-Druck -Filament-Druck Im Filamentmodus wird die Temperatur der Düse über ein Thermoelement überwacht und geregelt. Außerdem gibt es einige Sicherheitsfunktionen, wie z.B. eine Verhinderung der Extrusion bei zu niedriger Temperatur und eine Abschaltung der Heizelemente bei zu langsamem Temperaturanstieg in der Heizphase. Der Clay-Modus enthält keine Funktionen zur Temperaturregelung und hat zudem einen anderen Wert für den Extrudermotor. Dieser dreht sich wesentlich schneller, da sich die Förderschnecke des Keramik-Druckkopfes schneller bewegt, als das Ritzel des Filament-Extruders. Über die Software „Repetier Host“ kann der EEPROM des Arduino Mega (Druckersteuerung) ausgelesen und manipuliert werden, ohne in die Firmware einzugreifen, oder den Arduino neu zu Flashen. Die Werte für „Extruder Steps/mm“ wurden im Clay-Modus ausgelesen und in den Filament-Modus übertragen, sodass der Modus mit beheizter Düse in Kombination mit dem Keramik-Druckkopf funktioniert.
Cura-Einstellungen Da der Keramik-Druckkopf mit einer Düsentemperatur betrieben wird, die unterhalb der erlaubten Extrusionstemperatur im Filamentmodus liegt, muss die „Kalte Extrusion“ („Cold Extrusion“) vor Druckstart erlaubt werden, sonst dreht sich beim Drucken der Extrudermotor nicht. Hierfür wurde in den Druck-Start-Skripten der verwendeten Programme „Cura“ und „Simplify 3D“ ein Maschinenbefehl eingefügt, der dies erlaubt (M302 S0). |
| Mit Unterstützung von Prof. J. Walter | Sommersemester 2018 |