Auch noch nach einigen Monaten breitet der Coronavirus immer
weiter aus und beeinflusst unseren Alltag. Weltweit schwanken die
Fallzahlen, wobei diese nicht zu sinken scheinen. Das Problem der
unzureichenden Versorgung der Infizierten, die zum Überleben ein
Beatmungsgerät benötigen, besteht weiterhin.
Daher ist es
wichtig, eine Lösung für die Länder zu finden, die Hilfe brauchen
und diese hoffentlich in der Entwicklung dieses Beatmungsgeräts
finden. Durch dieses Open Source Projekt kann jedes Land auf die
Konstruktion, die benötigten Komponenten, den Pneumatikplan, die
3D-Druck-Teile und allem weiteren zugreifen und sich mittels einer
Bedienungsanleitung so viele Beatmungsgeräte bauen, wie es benötigt.
Der 3D-Druck bietet durchaus die Möglichkeit schnell kostengünstige
Bauteile zu Drucken, die zuverlässig in ein Beatmungsgerät verbaut
werden können. Die Technologie kam bereits mehrfach im medizinischen
Bereich zum Einsatz und wird in Zukunft noch weiter erforscht.
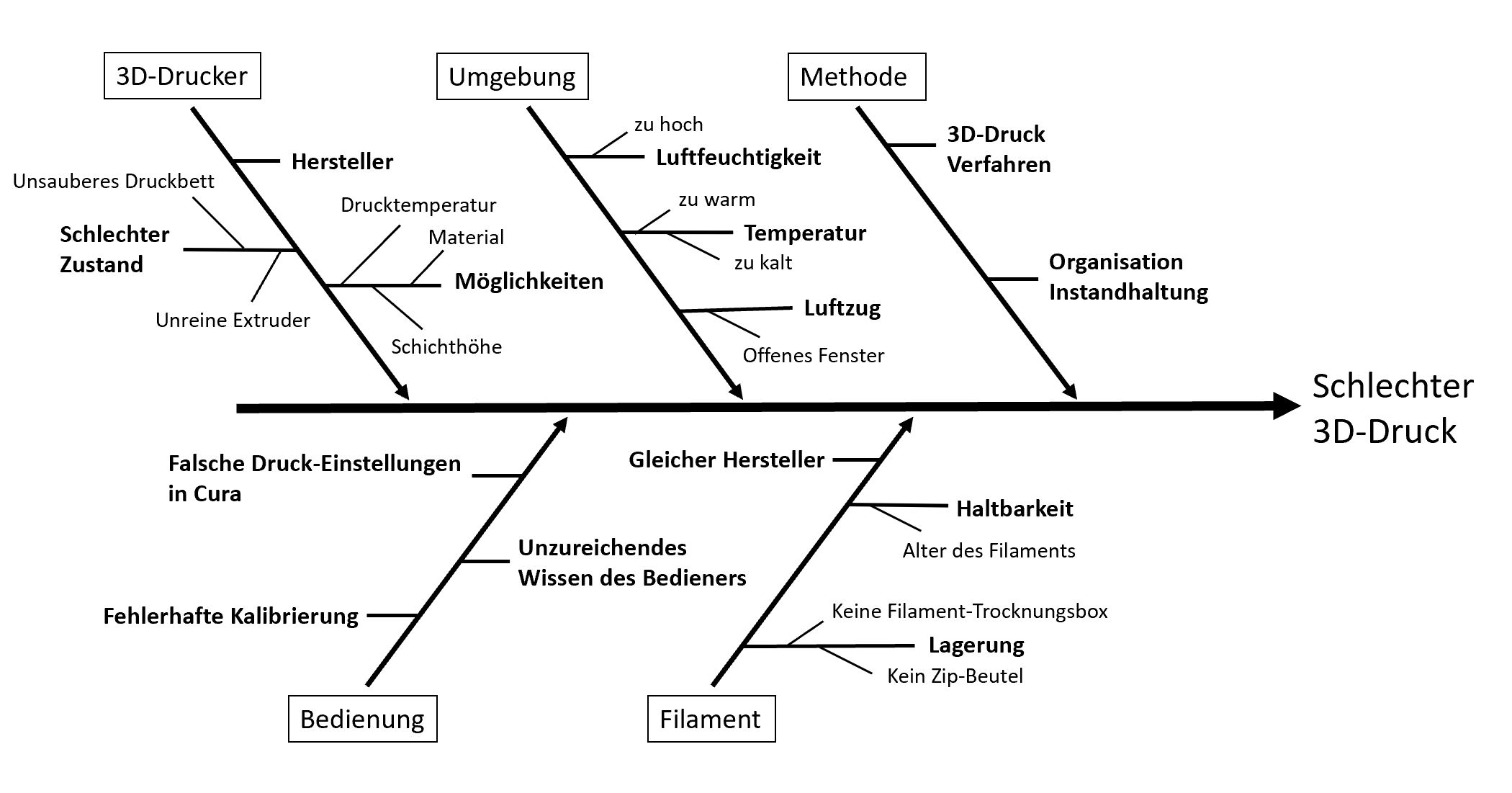
Um die Zuverlässigkeit der benötigten Bauteile garantieren zu
können, mussten viele Versuche durchgeführt werden, um auch die
richtigen Druckeinstellungen zu finden. Schwierig war es, diese
Einstellungen für den Gebrauch der verschiedenen Materialien zu
finden, da sie nicht nur auf das Material, sondern auch auf das
Bauteil selbst angepasst werden müssen. Außerdem ist darauf zu
achten, dass die Einstellungen auch bei der Verwendung eines anderen
3D-Druckers als des Ultimaker 3 variieren können!
PETG wurde am
Anfang verwendet, um konstruierte Bauteile zu drucken, da es sehr
einfach zu drucken ist und auch erprobt werden konnte, welche
Einstellungen sich wie auswirken.
Das Material PA erwies sich als
ein sehr überzeugendes Material, da beim Verwenden der richtigen
Einstellungen robuste Bauteile entstanden sind, die einen Druck von
mindestens drei Bar aushalten ohne luftdurchlässig zu werden.
Beim Drucken des Materials gab es laut dem 3D-Drucker immer wieder
einen Heizfehler, bei dem der Extruder während dem Drucken überhitzt
und mit dem Teil des Bauteils, der bereits gedruckt wurde,
verschmilzt. Dabei musste der Druck abgebrochen werden, obwohl das
Material mit der niedrigsten Temperatur gedruckt wurde. Anfangs war
unklar woran es liegen konnte, nach dem Tauschen des Extruders war
jedoch klar, dass es ein Problem des Extuders war.
PVA, das
wasserlösliche Stützmaterial, hingegen erwies sich als ein sehr
schwer zu druckendes Material. Sollte mit PVA gedruckt werden ist es
auf jeden Fall sinnvoll, eine Filament-Trocknungsbox anzuschaffen,
in der das Filament auch während dem Druck aufbewahrt und richtig
temperiert wird. Durch eine zu hohe Luftfeuchtigkeit oder Hitze
zersetzt sich das Material oder wird spröde. Resultat ist ein
unschöner Druck, der auch das Hauptmaterial des Drucks, hier PA,
beeinflusst, da die Stützstruktur nicht richtig stützt. Dieses
Problem konnte innerhalb des Projekts mittels eines neuen
Konstruktionsentwurfs behoben werden. Sollten jedoch in Zukunft
weitere 3D-Drucke mit PVA anstehen, muss auf die oben genannten
Punkte geachtet und die Filamentrolle auch bei Nichtverwenden
luftdicht verschlossen werden.
Polycarbonat, das hauptsächlich
zum Druck der Maske verwendet wurde, neigt oft zum Warp-Effekt.
Durch die hohe Drucktemperatur von mindestens 280 °C sind die
gedruckten Bauteile zwar nicht nur gegen 110 °C hitzebeständig,
sondern machen es auch manchen Druckern unmöglich mit einer solch
hohen Temperatur zu drucken. Sollte mit PC gedruckt werden und
möchte man den Warp-Effekt vermeiden, bei dem sich das Bauteil
aufgrund der unterschiedlicher Abkühlgeschwindigkeiten und
-temperaturen wölbt oder verzieht, sollte der Bauraum des Druckers
beheizt werden. Die Kühlung während dem Druck muss auf jeden Fall
deaktiviert sein! Eine langsamere Druckgeschwindigkeit hilft
ebenfalls dabei, gute Resultate zu erzielen.
Druckergebnisse, die
nicht wie erwünscht sind, können auch mit verschiedenen
Nachbearbeitungsverfahren verbessert werden. Ein Beispiel hierfür
ist das Schleifen und Polieren, wodurch die Oberflächenqualität
enorm verbessert oder das Lackieren, wodurch die Dichtigkeit
verbessert wurde.
An dieser Stelle möchte ich sowohl bei der
Hochschule Karlsruhe für die Möglichkeit bedanken, bei einem solch
spannenden Projekt mitwirken zu dürfen, als auch bei meinem Betreuer
Professor Jürgen Walter, der mir Freiraum bei der Ausführung dieses
Themas gab, aber auch bei Fragen immer zur Verfügung stand. Durch
Ihn konnte ich mich selbstständig auf die festgelegte
Aufgabenstellung konzentrieren, während er mich dabei unterstützte
und darauf achtete, dass keine zusätzlich anstehenden Aufgaben auf
mich zurückfallen.
Ich
konnte während der Abschlussarbeit nicht nur Einblicke in die
Entwicklung eines Beatmungsgeräts erlangen und meine Fähigkeiten in
Creo aufrecht erhalten, sondern auch sehr viele Erfahrungen
bezüglich des 3D-Drucks, Einsatz von Materialien und der
Nachbearbeitung von Bauteilen sammeln. |