CAD-Modell
CAD gesamte Maschine
Mit der Auswahl der Lösung für die gesamte Maschine haben wir ein
CAD Modell erstellt, welches aus zwei parallelen IGUS-Schienen in
X-Richtung einer in Y-Richtung und einer in Z-Richtung besteht. Da
die Schienen sich durchbiegen, müssen wir diese Durchbiegung
ermitteln. Das funktioniert mit der Laserquelle und dem PSD-Modul an
jeder Schiene separat. Parallel ist an jeder Schiene ein
Positionsmesssystem von Balluff angebracht, damit der Ort der
Durchbiegung eindeutig bestimmt werden kann. An der Z-Achse befindet
sich ein Werkzeugadapter, an welchem beispielsweise einen Laser oder
aber auch eine Düse für einen 3D-Drucker montiert werden kann. Im
Rahmen ist auch die Auflage für das Werkstück integriert. Dabei
haben wir uns von dem Lasertisch vom IMP Informationen geholt.
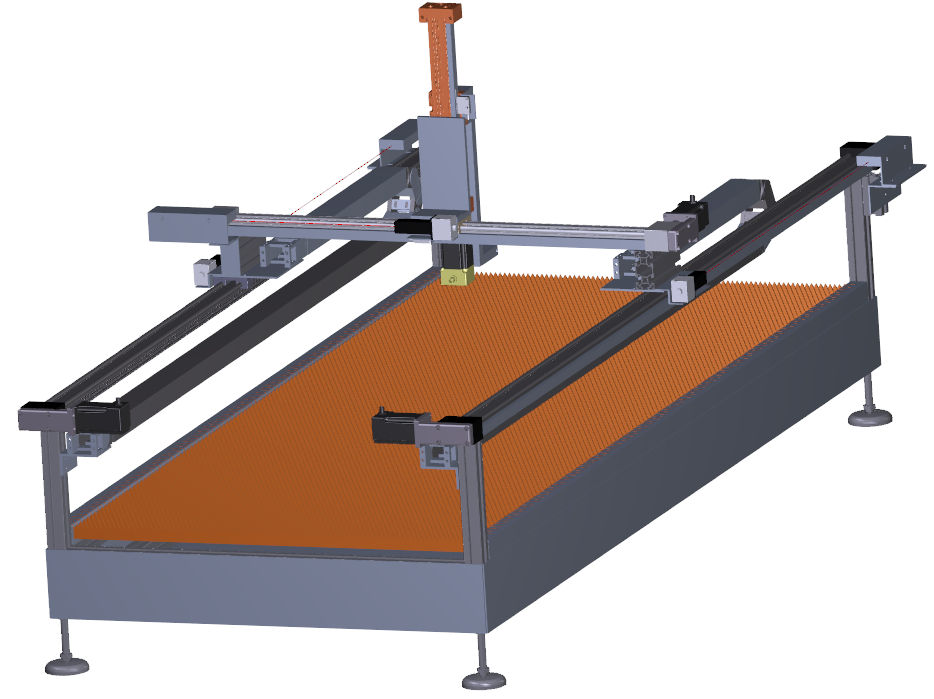
Abb.: CAD gesamte Maschiene
 |
| Download Gesamtmaschine 3D-PDF (.pdf) |
| Mit Adobe Reader öffnen |
CAD einzelne Schiene
In unserem Entwicklungsprojekt wurde eine Schiene der
Gesamt-Maschine aufgebaut. Diese dient als Vorlage für die anderen
zwei Schienen.
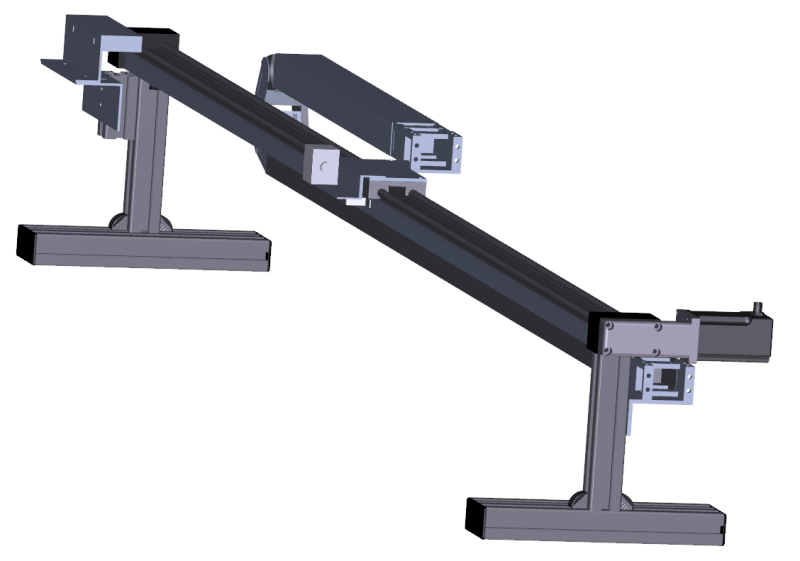
Abb.: CAD einzelne Schiene
|
|
| Download einzelne Schiene 3D-PDF (.pdf) |
| Mit Adobe Reader
öffnen |
Mechanischer Aufbau
igus-Schiene
Bei der vorhandenden igus-Schiene handelt es sich um
eine Zahnriemenachse aus der igus drylin-ZLW Serie (Herstellerwebsite).
Der Motor trägt die Bezeichnung MOT-AN-S-060-020-056-M-A-AAAA.
Die igus-Schiene wurde auf Aluminiumprofile montiert, um sie
einsetzbar zu machen. Durch vorhandene Adapter, Nutensteine und
Schrauben gelang dies sehr gut.
 |
| Abb.: Aufgebaute IGUS-Schiene |
|
|
| Download Datenblatt Motor (.pdf) |
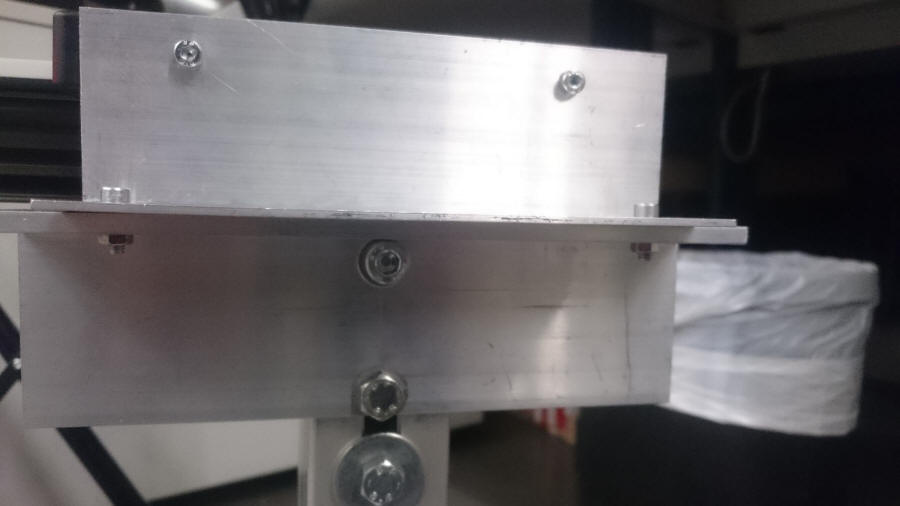
Hamamatsu-Sensor
Im Weiteren Verlauf wurde
ein Halter für den Hamamatsu-Sensor konstruiert und angebracht. Der
Halter wurde aus Aluminium Profilen gefertigt und am Schlitten
angebracht. Wichtig war hierbei die Anfertigung von Langlöchern um
den Sensor samt Halter für die Ausrichtung verschieben zu können.
Des Weiteren musste ein Durchgangsloch für die Befestigung des
Sensors berücksichtigt werden.
 |
| Abb.: Hamamatsu-Sensor am Schlitten |
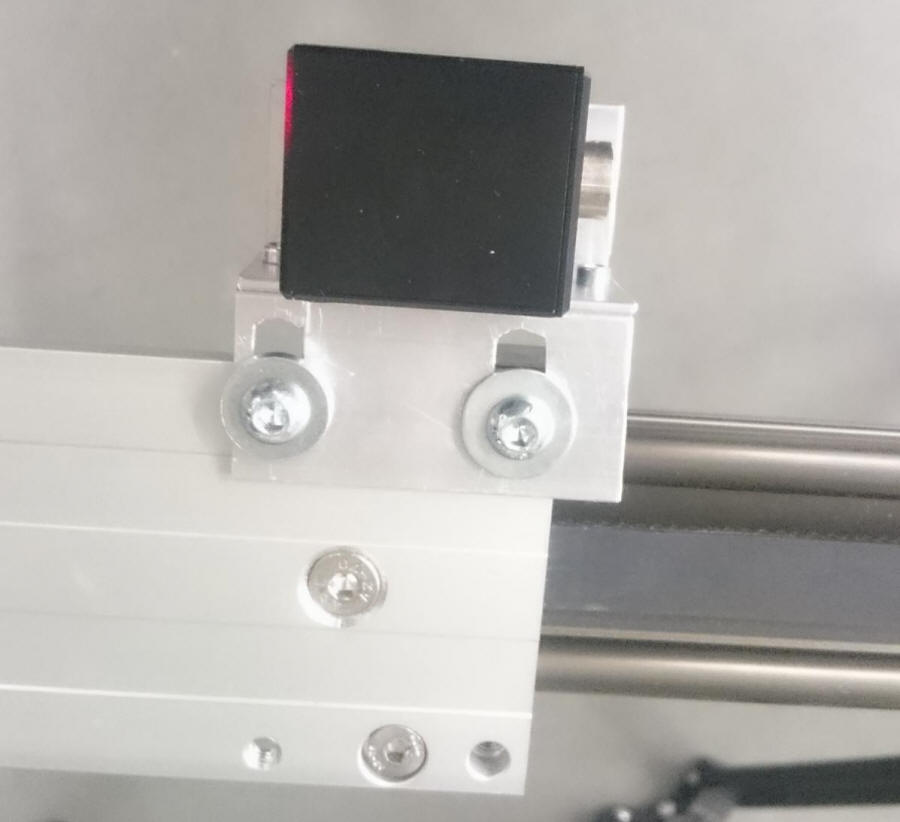 |
| Abb.: Hamamatsu-Sensor am Schlitten |
Wasserwaage-Laser
Der Laser, welcher auf das PSD-Element gerichtet wurde,
wurde
an einem Ende der Schiene angebracht. Hierfür wurde eine Halter aus
Aluminiumprofilen gefertigt, der es über mehrere Schrauben zulässt
eine Justierung vorzunehmen.
 |
| Abb.: Halter Wasserwaage-Laser |
 |
| Abb.: Halter Wasserwaage-Laser |
 |
| Abb.: Wasserwaage-Laser, Hamamatsu-Sensor fertig
montiert |
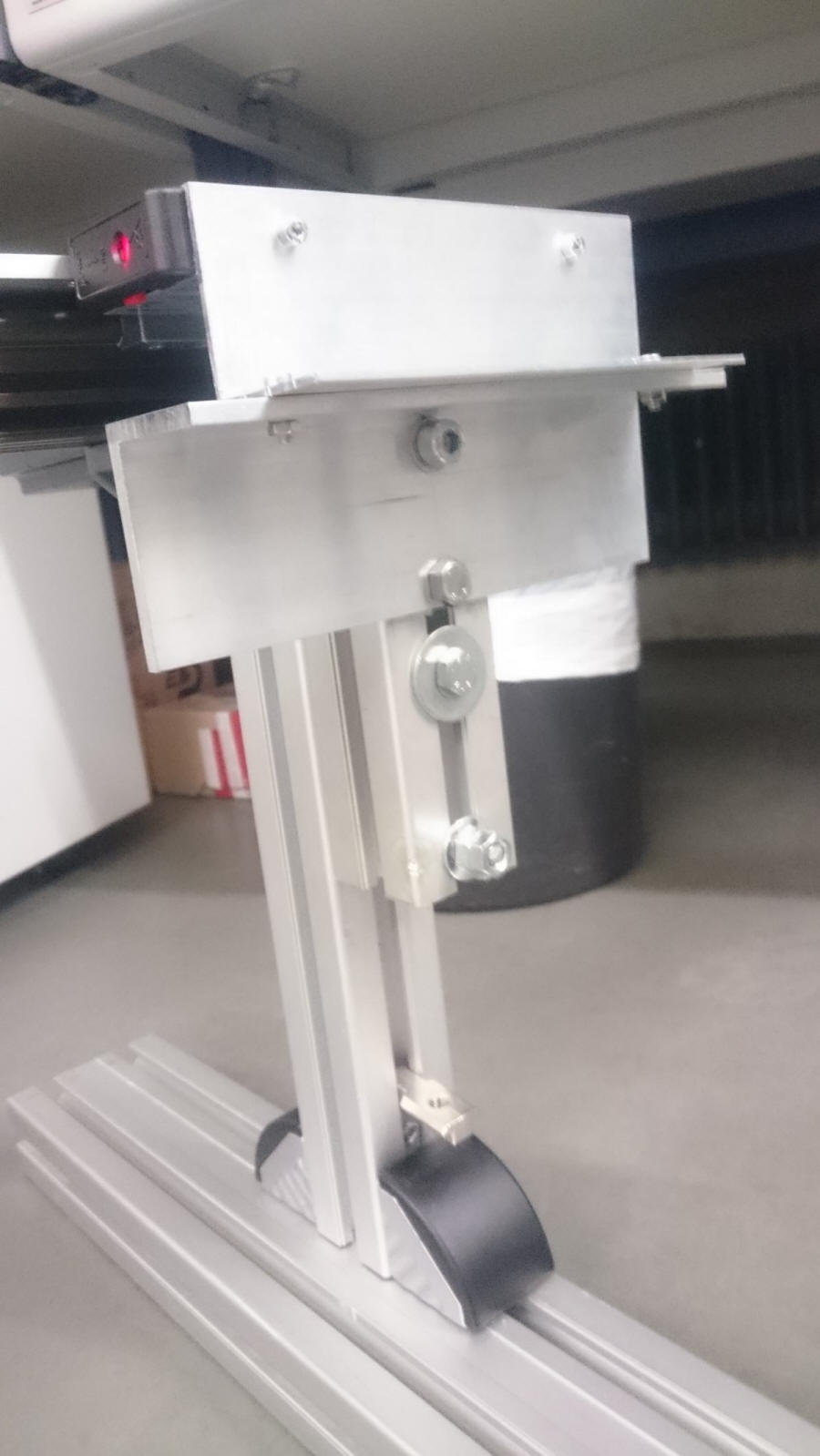
Mechanische Adaption Balluff
Sensor
Für die geplante Verwendung eines
magnetcodierten Weglängenmesssystems des Herstellers Balluff
(Sensor: BML032H) war es notwendig eine mechanische Adaption zu
schaffen. Der Sensor BML032H sollte am Schlitten montiert werden und
zusammen mit diesem, relativ zum Maßkörper (siehe nächsten
Abschnitt) verfahren werden – der Abstand des Sensors zum Maßkörper
beträgt hierbei 0,1mm bis 0,3mm. Die beiden Adapterteile wurden aus
Aluminiumprofilen, entsprechend der entwickelten Konzeptskizze (siehe
Abschnitt Konzept) gefertigt. Bei der Herstellung der Teile wurden
Fertigungsverfahren der Hauptgruppe „Trennen“ und der Untergruppe
„Zerspanen“ zum Einsatz: Sägen, Bohren, Gewindeschneiden, Feilen. Um
die Bohrungen präzise platzieren zu können, wurden die Positionen der
Bauteile mit einem Höhenreiser angerissen und gekörnt.
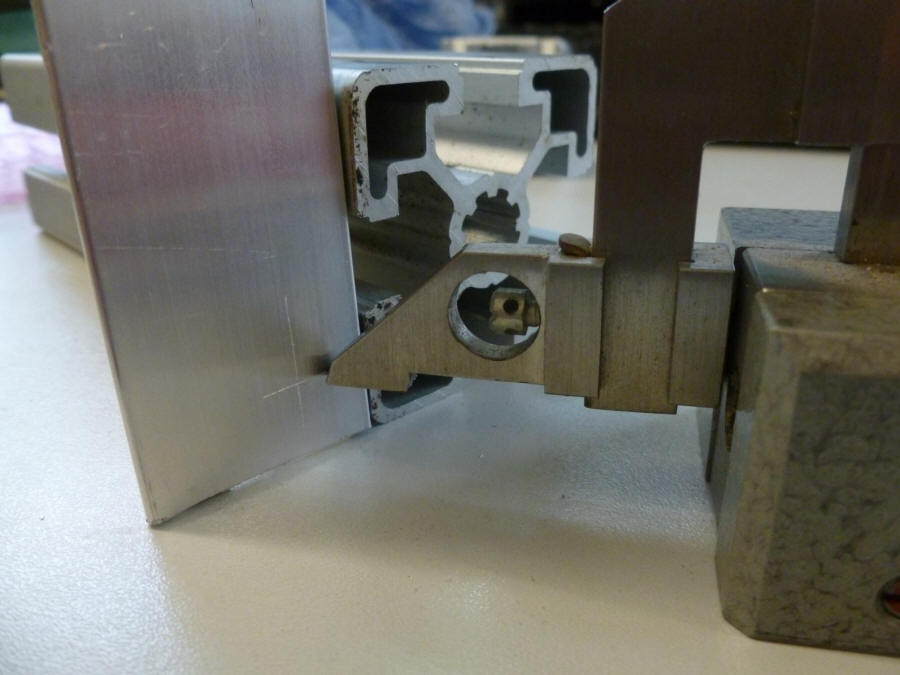 |
| Abb.: Anreißen mit Höhenreißer |
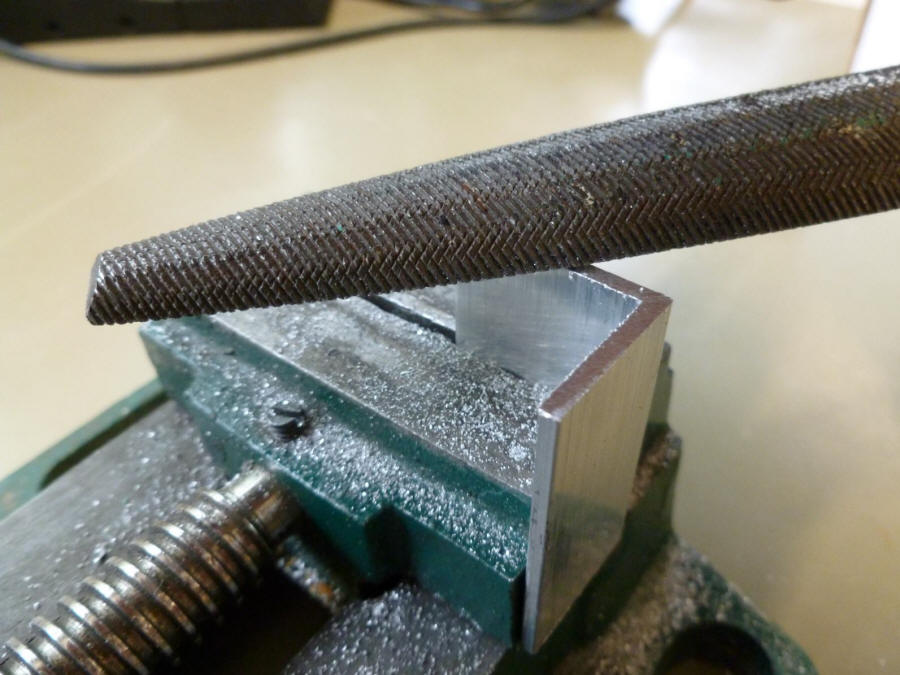 |
| Abb.: Feilen |
 |
| Abb.: Gewindeschneiden |
 |
| Abb.: montierte Adapterteile für BML032H |
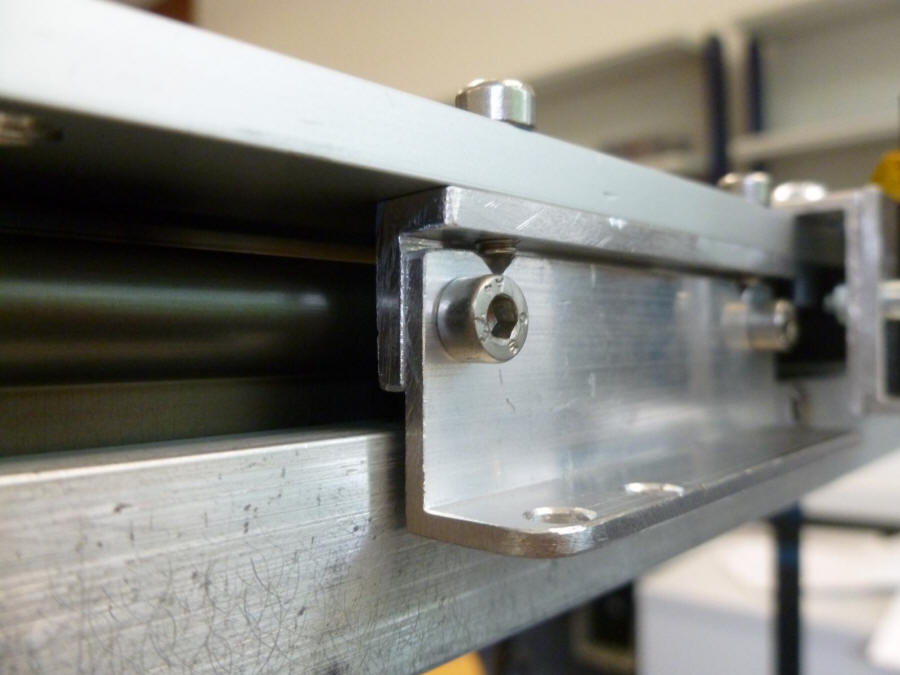
Mechanische Adaption/Montage Balluff Maßkörper
Der
Balluff Maßkörper(BML-M02- I34-A0- T0221-C0006/0020) wurde mit Hilfe
eines Aluminiumprofils (20mmx10mm, Länge 2200mm) an der igus-Schiene
befestigt. Der Maßkörper hat eine selbstklebende Rückseite – eine
Montage direkt auf dem IGUS-Profil war nicht möglich, da es hier
keine plane Fläche gibt, auf welcher der Maßkörper aufgeklebt hätte
werden können. Das Aluminiumprofil, welches als Träger für den
Maßkörper diente, wurde mit M5-Schrauben und Nutensteinen am
igus-Profil montiert. Die Schraubenlöcher (für M5) am Profil mussten
mit Zapfensenkungen versehen werden, weil die Schraubenköpfe sonst
mit dem Balluff Sensor kollidieren würden, der sich bei
Verfahren des Schlittens sehr dicht über das Profil bewegt. Der
Maßkörper wurde auf das Aluminiumprofil aufgeklebt (bündig zur
unteren Kante). Auf den Maßkörper wurde zusätzlich ein
Edelstahlabdeckband(Stärke: 0,1mm) aufgeklebt.
 |
| Abb.: Zapfensenkungen für M5 |
 |
| Abb.: aufgeklebter Maßkörper |
 |
| Abb.: Klebeprozess Abdeckband |
|